光造形(SLA)について
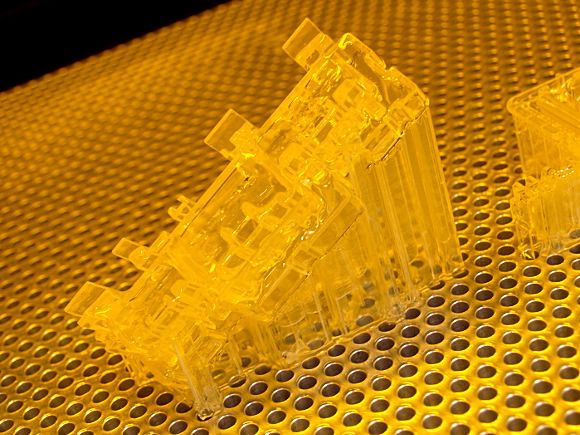
光造形は紫外線を照射すると硬化する特殊材料を用いた積層方式のラピッド造形工法の一つです。
切削加工に比べて短納期・安価であることが多いです。ただし特殊材を用いるので、あまりに製品サイズが大きかったり、形状が単純だったたりすると、光造形の方が高くなることもございます。(単純な形状:あまり起伏のない板形状など)
精度もそこそこで、当社では真空注型用マスターとしても光造形品をよく利用します。
光造形後は製品にサポートや積層目が残るので、基本的には造形後にペーパー磨き(仕上げ作業)をし、さらにご要望に応じてサフェーサもしくはクリアコートで塗装します。
そこそこの強度はありますが、力を掛けると積層方向に壊れやすい(割れやすい)ので注意が必要です。ツメやヒンジなど、実際に力を加えたり、曲げたりする形状のあるモデルにはオススメしておりません。形状確認用の試作や、人の手に触れにくい展示品などのご利用が多いです。
吸湿性があり、熱に弱いという弱点を持ちます。メッキ処理はできませんが、塗装や染色は可能です。
【通常工期】手の平サイズで3~6営業日
【寸法公差】中級~粗級
【主な材料】紫外線硬化エポキシ樹脂
【取扱材料】SCR735(ABS相当)、SCR737(強靭性)、TSR821(強靭性)
【工法・概要】紫外線レーザーを照射することで硬化するエポキシ系樹脂を、0.1mmの厚みで重ねて、造形を行う方法
【加工工程】プログラミング→光造形→荒仕上(サポート除去)→本仕上げ(外観面の積層除去)→コーティング(塗装)
【マシンテーブルサイズ】580×480×490
光造形の材料物性
| SCR735 材料物性 | |
|---|---|
| グレード | SCR735 (光造形用材料・ABSライク) |
| 材料タイプ | エポキシ系 紫外線硬化樹脂 |
| 色 | 淡黄色 |
| 引張強度(MPa) | 45 |
| 引張弾性率(MPa) | 2510 |
| 破断時伸び(%) | 7 |
| 曲げ強度(MPa) | 83 |
| 曲げ弾性率(MPa) | 2530 |
| アイゾット衝撃値(ノッチ付)(J/m) | 31 |
| SCR737 材料物性 | |
|---|---|
| グレード | SCR737 (光造形用材料・高靱性・高強度) |
| 材料タイプ | エポキシ系 紫外線硬化樹脂 |
| 色 | 淡白色 |
| 引張強度(MPa) | 47 |
| 引張弾性率(MPa) | 1700 |
| 破断時伸び(%) | 18 |
| 曲げ強度(MPa) | 67 |
| 曲げ弾性率(MPa) | 2030 |
| アイゾット衝撃値(ノッチ付)(J/m) | 51 |
| 熱変形温度(℃) | 63(HDT) |
| TSR821 材料物性 | |
| グレード | TSR821 (光造形用材料・高靱性) |
| 材料タイプ | エポキシ系 紫外線硬化樹脂 |
| 色 | 淡白色 |
| 引張強度(MPa) | 49 |
| 引張弾性率(MPa) | 1800 |
| 破断時伸び(%) | 13-15 |
| 曲げ強度(MPa) | 70 |
| 曲げ弾性率(MPa) | 2225 |
| アイゾット衝撃値(ノッチ付)(J/m) | 48-49 |
| 熱変形温度(℃) | 49-52(HDT) |
※積層方式
層を積み重ねて造形する方法。1層あたりの厚みを積層ピッチという。積層ピッチが小さければ外観が滑らかに造形できるが、一方で重ねる層の量が増えるので加工時間が増える。加工時間の増加は価格に影響する。
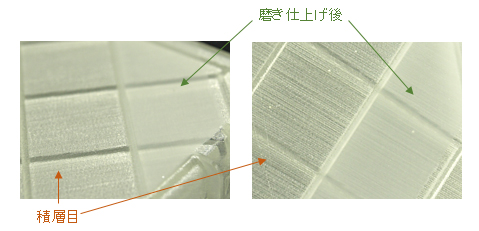
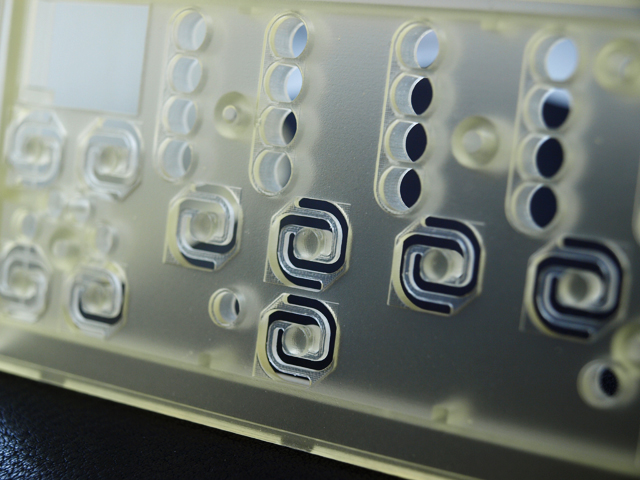
※積層目
積層痕とも。光造形の通常積層ピッチは0.1mmで、一般的なコピー用紙の厚みも0.1mmなのだが、ちょうどコピー用紙を数十枚重ねた際の側面のガタガタの様な形状が、光造形品の積層目として残る。この積層目を除去する場合はそれなりの手間と時間を要し、この作業を本仕上げという。本仕上げを行う場合は、その時間と費用も必要となる。形状によっては積層目の完全除去ができない場合もある(磨くことが物理的に難しい箇所など)。
丁寧な仕上げが好評です
光造形品をマスターに用いる場合や、造形後に塗装など意匠処理をする場合は、意匠面を磨いて仕上げる必要があります。
当社の造形品は「仕上がりが綺麗」「仕上げがうまい」と多方面のお客様よりご好評いただいており、当社の特長として自負しております。
「仕上げ無し」も承ります
自社内の形状確認のための試作など、そこまで綺麗さが優先されないこともあると思います。その場合は「仕上げは無しで」とお伝えください。仕上げ工程を省くことで早く、安くご提供することが可能です。
※仕上げ無しの場合は、サポート除去までとなります(サポート痕や微小なサポートは残ります)。
光造形のメリット
- 積層方式のため、アンダーカット形状も一体加工が可能
- 切削加工で生じる刃物R残りがない
- 切削加工や他の造形に比べ、高速で安価
※肉厚や高さがあるものなど、形状によっては切削加工より高価になることがあります。
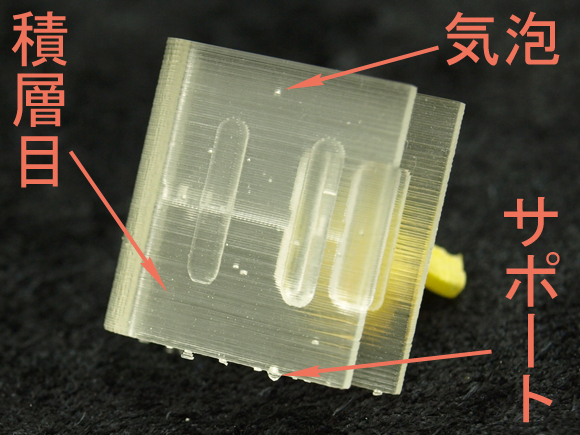
光造形の注意点
- 積層方式のため、等高線の様な模様ができる(積層目)
- サポートという支持形状(余剰形状)ができる(サポート痕)
- 材料としてはもろく、衝撃を受けると壊れやすい
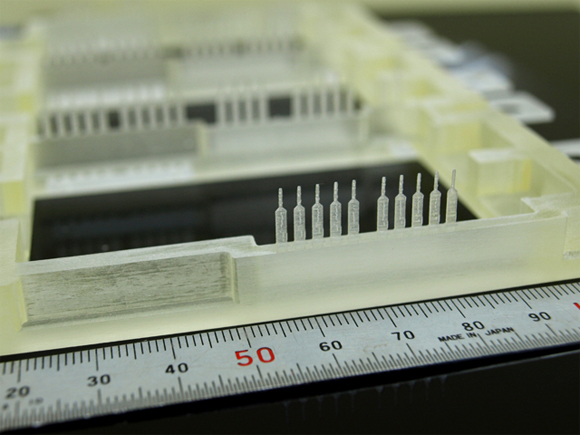
- 0.3mm以下の形状は造形できない
- 造形品の中に気泡が入ることがある
※積層目・サポート痕は磨き仕上げで、ある程度の除去が可能